The new semi-continuous billet mill supplied by SMS group to Formosa Ha Tinh Steel Corporation in the Ha Tinh province, Vietnam, has commenced full commercial production. Formosa issued the FAC (Final Acceptance Certificate) to SMS group in June. Jimmy Chen, Head of Long Product Rolling Mills at Formosa, states: “SMS group convinced us with its outstanding number of reference mills and the best technological concept. Our new mill is considered the newest and most modern billet mill in the world with latest design CBD (Compact Breakdown) breakdown mill stand and ultra-rigid CS stands of the latest generation. The CS stands are just the perfect solution for the finishing of large-size billets due to its rigidity and sturdy design.”
The new billet mill is designed for a capacity of 1,000,000 tons per year of special steel grades in the first phase and up to 2,000,000 tons per year in a second expansion. It is producing 160 and 180 millimeter square billets from blooms of 260 x 300 millimeters and 360 x 450 millimeters in size.
The blooms, reheated up to 1,250 degrees Celcius, are descaled by means of high-pressure water. The reversible two-high blooming mill stand is equipped with sideguard manipulators and hook-type tilters on the entry and exit side. The state-of-the-art stand design includes a hydraulic unjamming device, roll force measurement, ultra-rigid hydraulically activated keeper plates and roll shifting, to mention but the main highlights. All functions are fully automatic and roll change is performed in less than 25 minutes.
Provision has been made for a four-sided flame scarfing machine to be installed after the blooming mill. Before entering the continuous mill, the head of the leader pass can be cut off by means of a 10,000 kN bloom shear and the leader section is tilted through 45 degrees with the bar turner. The four-stand continuous mill is of H/V (horizontal/vertical) design. All stands are of CS design.
A key feature of the mill is the 3,800 kN four-crank shear designed to cut billets of up to 180 millimeters square into lengths of 10 or 12 meters and essential in safeguarding high utilization and low production costs. Also the head and tail ends are cut. As the lifetime of the shear blade is much longer than in saw-type cutting, the specific cutting costs are approx. 10 times lower. At the same time, utilization of the mill is much higher.
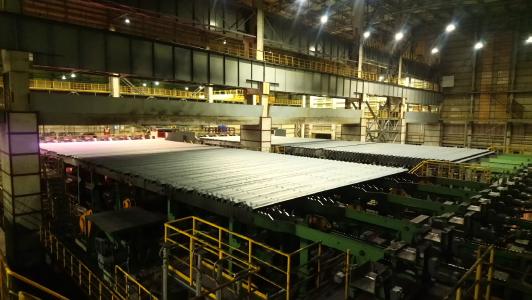
All billets are cooled on two turn-over type cooling beds where they receive their final high straightness. Each billet is marked with a stamped number and weighed separately at the end of the cooling bed. Both, billet ID and weight are reported to the Level 2 system which forms the basis of a well-organized storage system and production planning for the downstream mills.
The loading area of the mill boasts four loading beds. Via three of the loading beds, the billets can be sent directly to the storage bays of the downstream rolling mills. Alternatively, they are sent to an intermediate storage area where they cool down to below 50 degree Celsius so that they can be processed through the fully automatic inspection and grinding line which was also supplied by SMS group.
SMS group also supplied the complete electrical and automation package, including complete Level 1 and Level 2 automation.
